Fusion 360 Timekeeper
Since 2016, Fusion 360 users have been requesting a built-in time tracking feature. After years of waiting, I decided to take matters into my own hands and c...

Since 2016, Fusion 360 users have been requesting a built-in time tracking feature. After years of waiting, I decided to take matters into my own hands and c...
Ryujinx, VR Desktop, 3d Depth Setup
Rebuilding a Chatbot Using FastAPI
My 2024 Coding Goals Focusing on AI
Function Calling in OpenAI Assistants API
Add the ability to open external links in a new tab instead of navigating away from your site.
Flowchart Generation GPT
Well now, do we have a new paperclip problem?
Moved to Github Pages From Squarespace
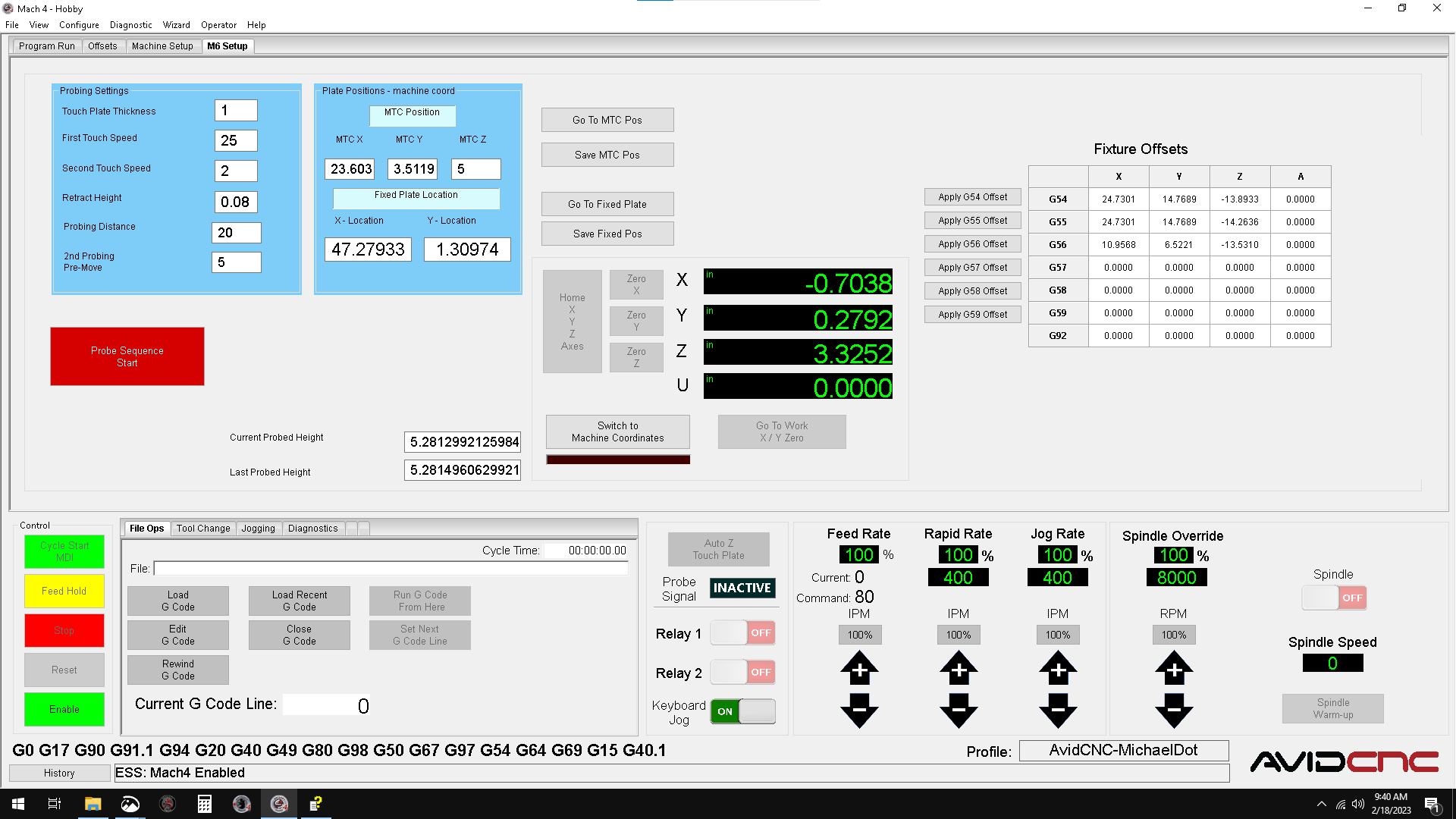
Mach 4 M6 Macro - Github
I wanted to try and create a 360 render/image viewer that allows you to walk through it. Ultimately I want to make it room scale if possible. Limited on time...
I spent about a month digging deep into Zbrush. There are a few channels on youtube that really pushed me into it and allowed me to get very comfortable with...
As a part of my Zbrush learning, I sculpted some funko pop figures of my kids. I allowed them to paint them after the fact. With my daughter, the hair was th...
I have several projects I have started. I am learning epoxy resin tricks and dealing with large amounts of it.
Currently I am still designing this table. I recently purchased a resin printer that, once I printed the first objects, made me realize the potential of this.
My son streams his games on YouTube. The setup is complex for a 8 year old to get going. He also had issues remembering to turn everything off when finished.
A friend of mine has 2 float tanks in Newport Kentucky. Think Tank Flotation is the name. It is located across from downtown Cincinnati and I volunteered to ...
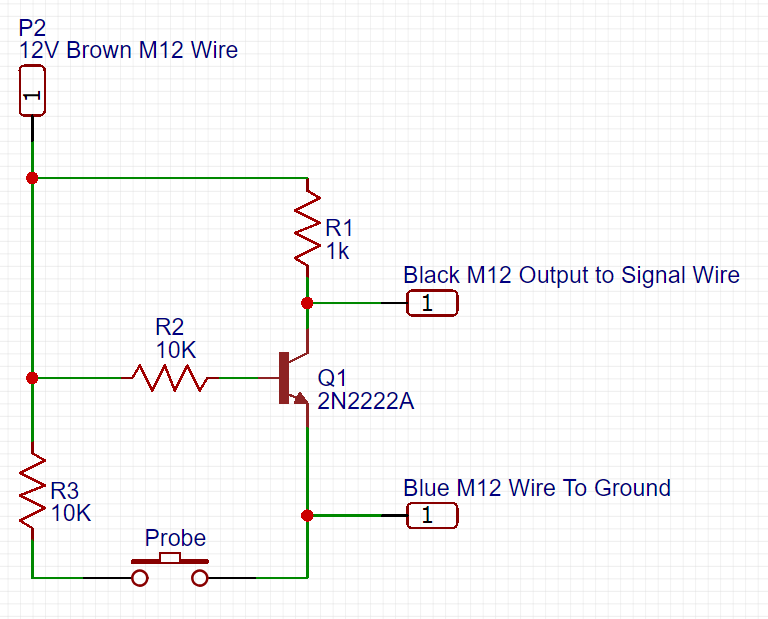
Mach3 has only 1 probe input available. So if you have the corner finding plate set up on the machine and you want to connect a touch probe, you will need to...
I do not know if it is an actual problem to solve, but I also do not want to have to replace the linear bearings on my gantry until absolutely necessary. I k...
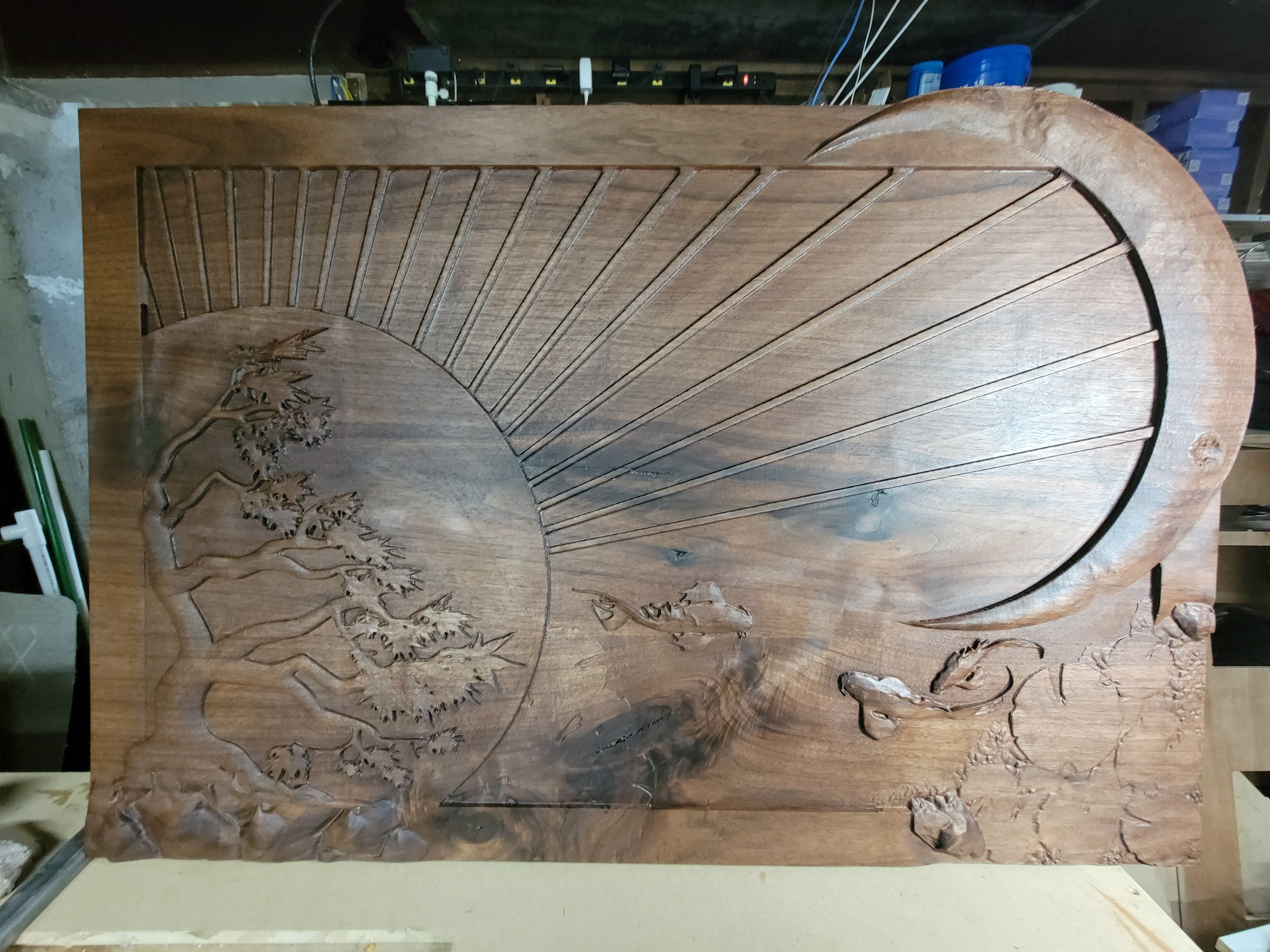
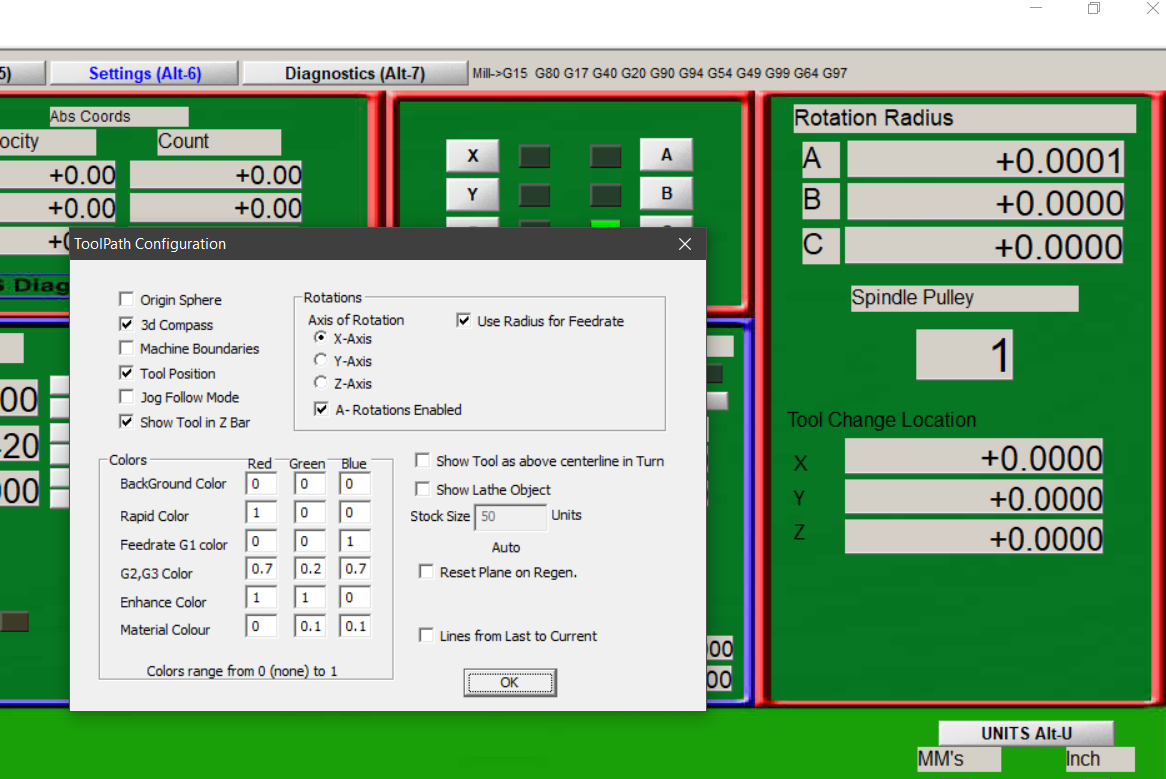
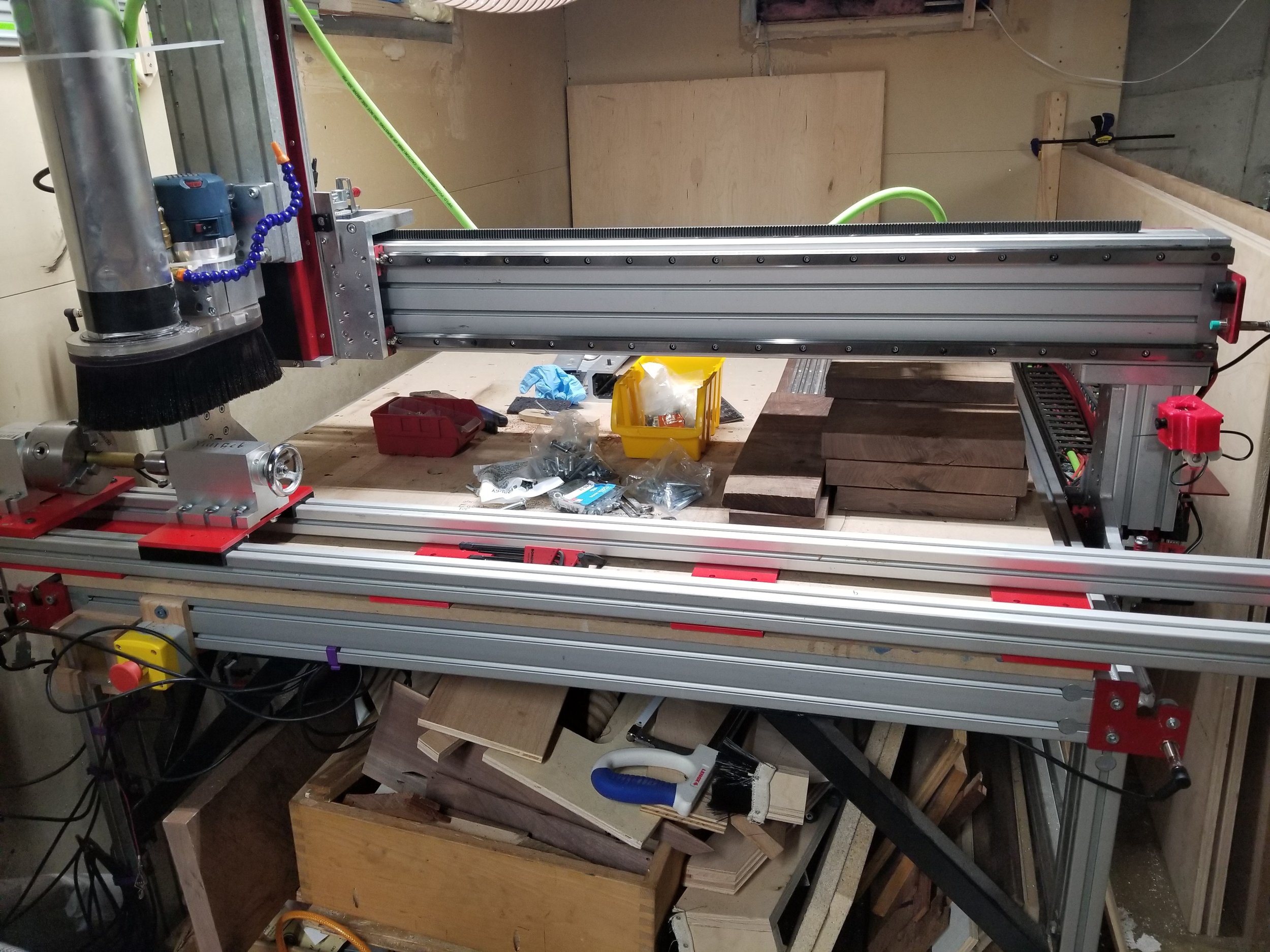
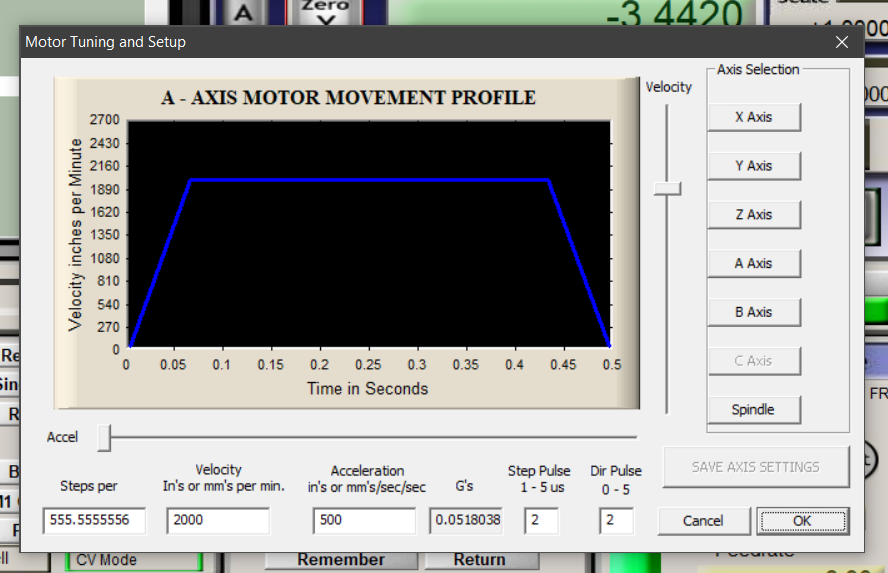
I have been messing with the 4th axis for half of the day today. I finally got the nerve to test it doing a simple toolpath to create a dowel of a certain di...
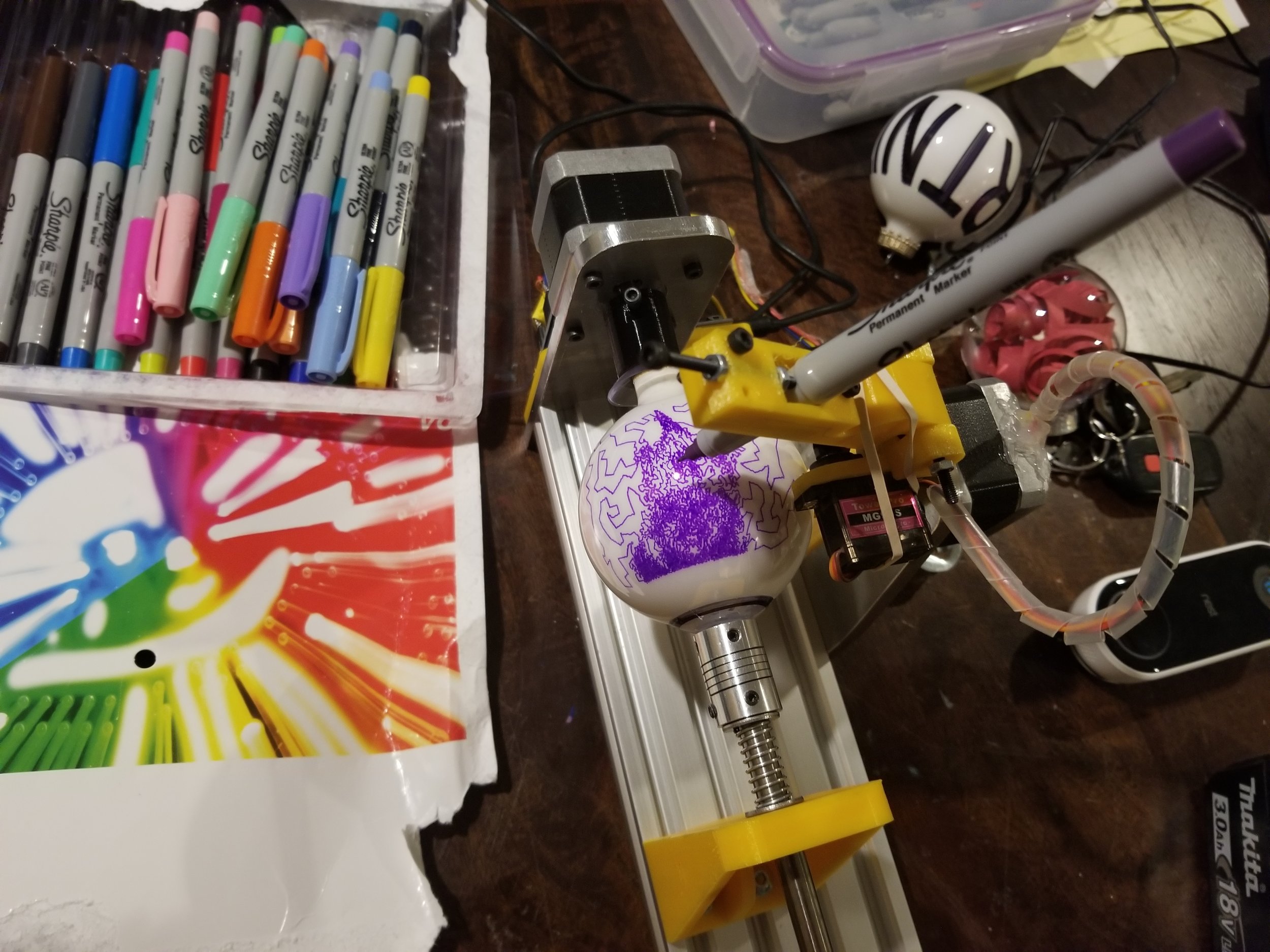
I have been wanting to build an eggbot for a few years. I printed one, made it work and realized it is too small. So, I redesigned one myself and used alumin...
I have cut all the aluminum plates. Spray painted them and mounted them to the extrusion.
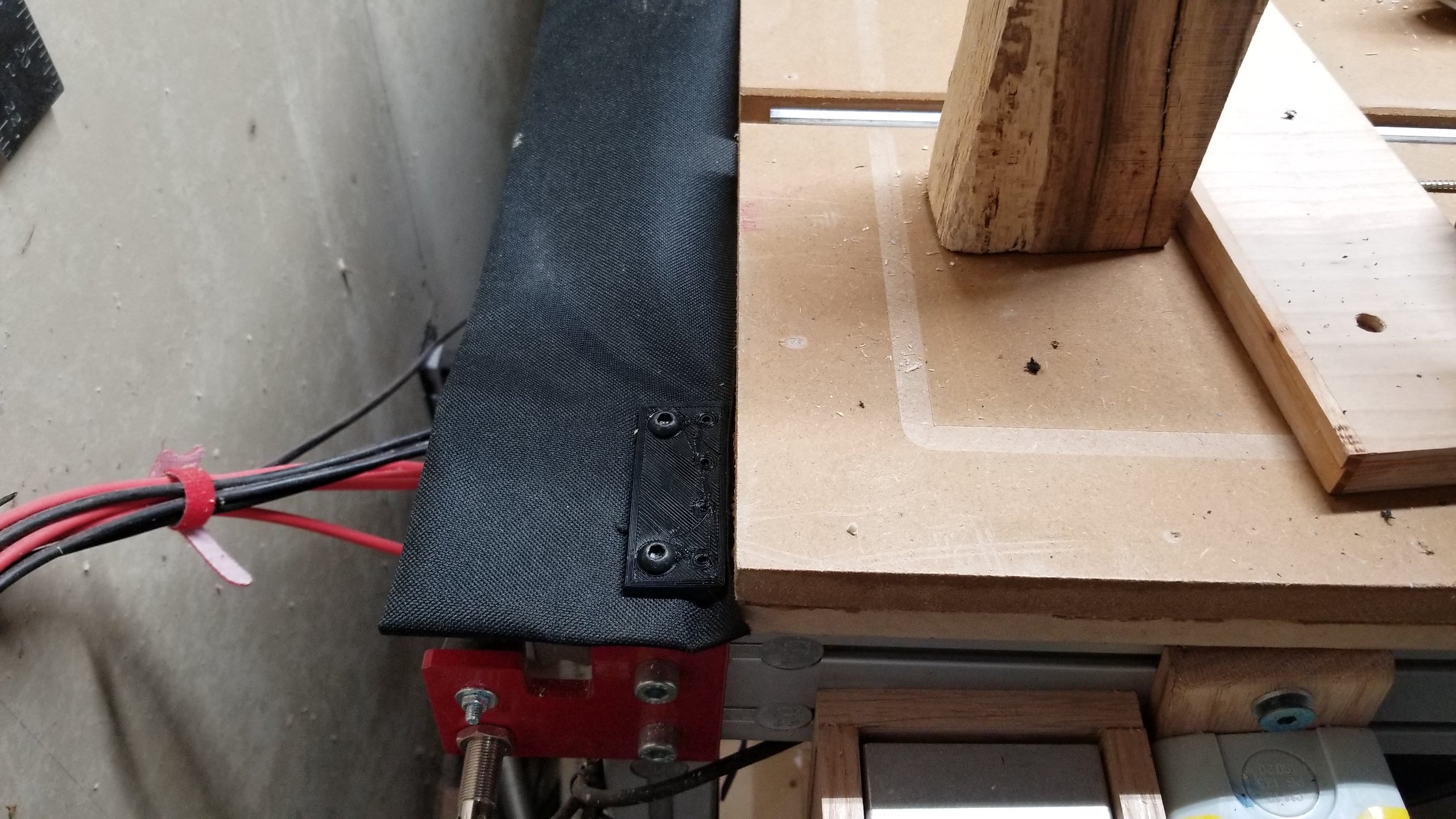
Last week, while waiting for something else to finish, I decided to wire up my 4th axis. That was easy enough because the wires matched colors on both sides....
I have not had the time to do this myself, but I was watching a Frank Howarth video on extending his CNC bed by 4 feet and posted a comment about possibly ad...